An entrepreneur planning to establish a solar module factory in West Africa might logically assume that a solar panel is a universal product. After all, if a module works in Germany or China, it should perform well under the abundant sunshine of Ivory Coast. This assumption, however, overlooks a critical factor that can determine the success or failure of a multi-million-dollar investment: the relentless combination of high heat and high humidity.
Standard solar modules, often designed for more temperate climates, degrade far more quickly when exposed to the tropical conditions of regions like Ivory Coast. This leads to underperformance, early failure, and significant financial risk. For a local manufacturer, understanding how to adapt module design to the local climate is not just a technical detail—it’s a fundamental business strategy for building a reputable brand and ensuring long-term profitability.
This article explains the key technical considerations for producing solar modules optimized for durability and performance in hot and humid environments, turning a climatic challenge into a competitive advantage.
Why Standard Solar Modules May Underperform in Hot-Humid Environments
Two primary climatic stressors in Ivory Coast work in tandem to challenge the longevity of a solar module:
-
Persistent High Humidity: Ambient humidity in coastal West Africa can average over 80%. This high concentration of water vapor constantly seeks to penetrate a module’s protective layers. Over time, this moisture ingress can lead to a range of damaging internal issues.
-
Elevated Ambient Temperatures: High temperatures accelerate chemical reactions. Any moisture that does get inside a module becomes far more corrosive at the high operating temperatures of a solar panel, which can often exceed 70°C.
These two factors create a uniquely aggressive environment that standard components may not be engineered to withstand over a 25-year expected lifespan.
Common Failure Modes in Tropical Climates
Modules not designed for these conditions are prone to several specific and costly types of failure. These are not merely technical faults; they represent direct risks to a manufacturer’s reputation and financial returns.
-
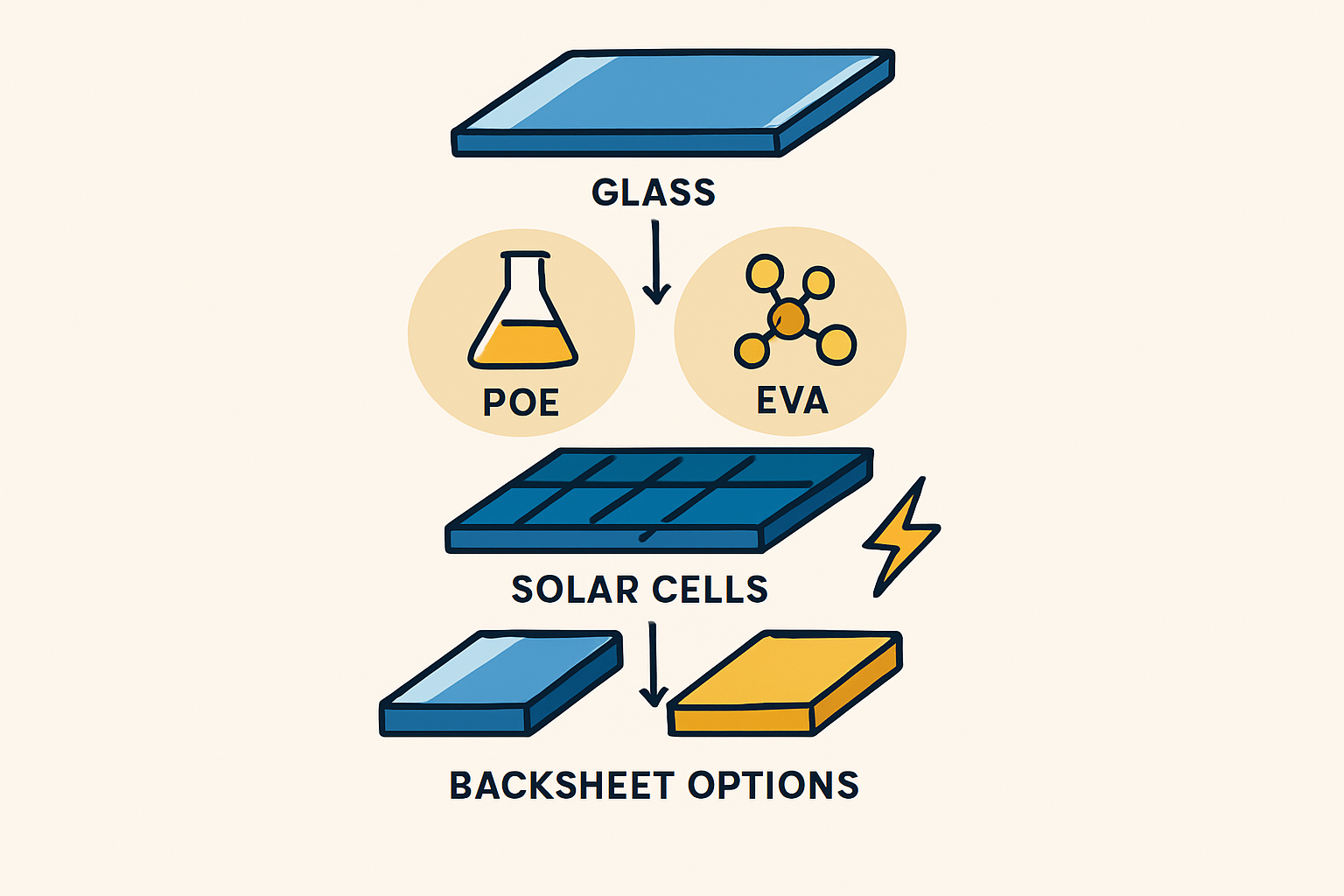
Delamination: The layers of the module—glass, encapsulant, cells, and backsheet—begin to separate. This allows more moisture to enter and can drastically reduce the module’s power output.
-
Potential Induced Degradation (PID): This serious performance-degrading effect is significantly accelerated by high temperatures and humidity. It can cause power losses of up to 30% or more within the first few years of operation.
-
Corrosion: Moisture that penetrates the module can corrode metallic components, such as the silver busbars on the cells and the internal connections within the junction box, leading to electrical failures.
-
Backsheet Degradation: The backsheet, a polymer-based material that acts as the module’s primary moisture barrier, can crack or degrade under intense UV radiation and heat, compromising its integrity.
For a local manufacturer, producing modules resistant to these failures creates a powerful value proposition against lower-quality imports.
Key Material and Design Choices for Climate Resilience
Building a module that can withstand Ivory Coast’s climate requires specific choices during the solar module manufacturing process. The focus must be on preventing moisture ingress and using materials that are inherently stable at high temperatures.
The Encapsulant: Moving Beyond Standard EVA
The encapsulant is the adhesive polymer that bonds the solar cells between the glass and the backsheet. For decades, the industry standard has been Ethylene Vinyl Acetate (EVA). While cost-effective, standard EVA can be susceptible to hydrolysis in high-humidity environments. This process, accelerated by heat, releases acetic acid, which promotes corrosion inside the module.
A superior alternative for tropical climates is Polyolefin Elastomer (POE). POE offers several distinct advantages:
-
Extremely Low Water Vapor Permeability: It is significantly more resistant to moisture ingress than most EVA formulations.
-
High Volume Resistivity: This property makes it highly effective at mitigating the risks of PID.
-
Chemical Stability: POE does not produce corrosive acids, ensuring the long-term integrity of the solar cells and their connections.
Experience from J.v.G. turnkey projects in similar climates shows that choosing a high-quality POE encapsulant is one of the most critical decisions for ensuring module longevity.
The Backsheet: The Module’s Primary Shield
The backsheet is the module’s primary shield against the elements from behind. Its most important property in a humid climate is its Water Vapor Transmission Rate (WVTR)—a measure of how easily water vapor can pass through it. A lower WVTR value indicates a better barrier.
While standard backsheets may suffice in dry climates, a manufacturer in Ivory Coast should specify materials with a proven low WVTR, such as those made with PVDF (polyvinylidene fluoride) films. Investing in a premium backsheet is a low-cost insurance policy against the high cost of future warranty claims.
Framing and Sealing: Preventing Moisture Ingress
The module’s frame and edge seal are the first points of entry for moisture. High-quality construction is paramount.
-
Frame Design: Anodized aluminum frames should include well-designed drainage holes to prevent water from pooling.
-
Edge Sealant: The sealant used to bond the laminate to the frame must be a high-grade silicone or butyl rubber tape that can maintain its elasticity and adhesive properties under prolonged exposure to heat and humidity.
The Junction Box: Ensuring Connection Integrity
The junction box houses the module’s critical electrical connections. In a humid environment, inferior junction boxes can allow moisture to enter, causing corrosion and creating a fire risk. Specifying a junction box with a high Ingress Protection (IP) rating, such as IP68, ensures it is fully sealed against dust and water immersion, protecting the connections for the life of the module.
The Business Case for Climate-Adapted Module Manufacturing
Investing in these premium materials and design features may slightly increase the bill of materials, but the return on investment is substantial.
-
Enhanced Bankability: Projects using locally-produced, climate-resilient modules are more attractive to financiers, as the technology risk is lower.
-
Competitive Advantage: A manufacturer can clearly differentiate its product from standard imported modules by marketing a solution engineered specifically for the local environment.
-
Reduced Warranty Costs: The single largest long-term financial risk for a module manufacturer is the cost of honoring 25-year performance warranties. Building a durable product from the start is the most effective way to mitigate this risk.
Frequently Asked Questions (FAQ)
Do these specialized materials significantly increase production cost?
While the per-module cost increases only slightly—often just a few percent—this is more than offset by the long-term benefits of enhanced reliability and dramatically lower warranty claim rates. This should be factored into calculations of the initial investment costs for the factory.
Can a factory produce both standard and high-humidity modules?
Yes. A well-designed production line is flexible. The core key production machines, such as the laminator and stringer, can handle different materials like EVA and POE with minor adjustments to their process parameters. This allows a manufacturer to serve different market segments if needed.
How can one verify the quality of these materials?
Manufacturers verify material quality through rigorous supplier qualification and by subjecting finished modules to extended reliability testing protocols. For hot-humid climates, this typically involves an extended ‘damp-heat’ test (e.g., 2000 hours instead of the standard 1000 hours) as part of achieving IEC certification.
Is this only relevant for Ivory Coast?
No. These design principles apply to any region with a hot and humid climate (IEC 61215 climatic zones A and B), including large parts of Southeast Asia, Latin America, and other countries in West and Central Africa.
Next Steps in Your Planning Journey
The decision to manufacture solar modules locally in a market like Ivory Coast presents a significant opportunity. However, success depends on moving beyond a ‘one-size-fits-all’ approach to product design. By engineering a module specifically for the demands of the local climate, a new manufacturer can build a strong, defensible market position based on quality and reliability.
Understanding these material science and design principles is a critical first step. The next is to integrate this knowledge into a comprehensive business plan that covers factory layout, equipment selection, supply chain logistics, and financial modeling. Platforms like pvknowhow.com provide structured e-courses and expert guidance to help prospective manufacturers navigate these complex planning stages with confidence.