Imagine investing several million dollars in a new solar module factory. The machinery is state-of-the-art, the team is trained, and the market is ready. Yet, weeks into production, a persistent quality issue emerges: tiny bubbles appear in the modules after lamination, leading to a high rejection rate. The culprit isn’t a faulty machine or an untrained operator, but something far more fundamental: the air inside the factory.
This scenario, based on the real-world challenges of establishing a production facility in a tropical climate like Panama, underscores a critical but often underestimated factor in solar manufacturing: environmental control. For entrepreneurs entering this industry, especially in regions with high humidity, understanding how to manage the factory’s internal climate is as important as the production equipment itself. This article delves into the technical challenges posed by humidity and outlines the facility design and process controls needed to ensure high-quality production.
The Invisible Threat: Why Humidity Matters in Solar Module Production
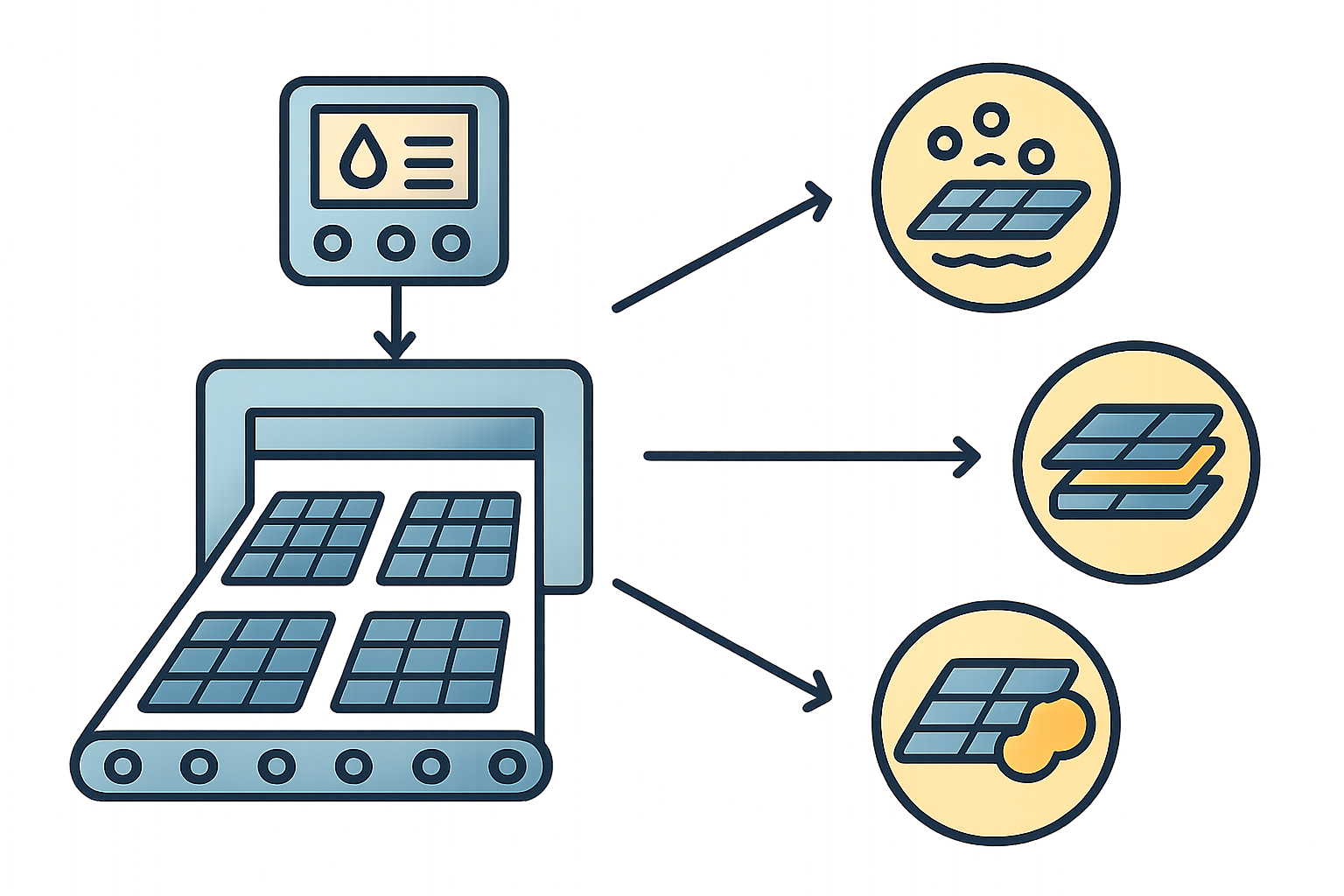
At the heart of a solar module is a multi-layered sandwich, bonded together under heat and pressure. A key adhesive layer in this structure is Ethylene Vinyl Acetate, or EVA. While an excellent material for encapsulation, EVA has one significant weakness: it is hygroscopic, meaning it readily absorbs moisture from the surrounding air.
When a sheet of EVA containing microscopic water molecules enters the solar module lamination process, the high temperatures (around 140–150°C) cause this trapped moisture to turn into steam. This rapid expansion, or ‘outgassing,’ creates bubbles and pockets of air within the module laminate. The result is delamination—a failure of the layers to bond properly—which compromises the module’s longevity, performance, and safety.
While EVA is the most sensitive, other raw materials for solar panels are also affected. High humidity can:
- Weaken the adhesion of the backsheet.
- Increase the risk of corrosion on cell metallization and in junction box connections.
- Affect the performance of screen-printing pastes used in cell manufacturing.
A Real-World Challenge: The Panamanian Climate
Panama, like many countries in Central America, Sub-Saharan Africa, and Southeast Asia, has a tropical climate characterized by consistently high temperatures and relative humidity, often exceeding 80–90%. In such an environment, standard building designs and ventilation systems cannot adequately protect sensitive manufacturing processes. Materials left in an uncontrolled environment can absorb damaging levels of moisture in just a few hours.
This is what makes the Panamanian example a perfect case study for any investor planning a factory in a similar climate zone. The lessons learned here are directly applicable to a wide range of emerging solar markets.
Designing for Success: Facility and Process Control Strategies
Successfully manufacturing solar modules in a high-humidity environment requires creating a controlled microclimate within the factory walls. This is achieved through a combination of intelligent facility design and dedicated process controls.
Climate-Controlled Material Storage
The first line of defense is a dedicated, climate-controlled storage area for all moisture-sensitive materials, especially rolls of EVA and backsheet.
Ready to make big Profits?
The solar Industry is Booming
WE HELP NEWCOMERS to the solar industry start their own solar module production line. Customers can make BIG PROFITS by selling modules and finding investors, without wasting money and time on things they don't need!
- Isolation and Sealing: This room must be well-insulated and sealed from the main production hall and the outside environment.
- Environmental Targets: The air inside should be kept at a constant temperature (typically 20–25°C) and, most importantly, a low relative humidity (RH). For sealed material packages, under 60% RH is a standard target. For rolls of EVA that have been opened, the recommendation is often much stricter, sometimes below 30% RH.
- Dedicated Dehumidification: Standard air conditioning is designed to cool air, not to aggressively remove moisture to these levels. A dedicated industrial dehumidifier, often using desiccant technology, is an essential investment.
The Production Environment: A Controlled Atmosphere
Controlling the storage environment is only half the battle. The area where the module ‘sandwich’ is assembled (the layup station) right before lamination is equally critical.
Materials are moved from the controlled storage room into the production hall for processing. If the layup area has high ambient humidity, the materials will immediately begin to re-absorb moisture. Therefore, the production hall itself, or at a minimum the lamination and layup section, must also be climate-controlled. This element is a key part of the overall solar factory building requirements.
Integrated HVAC and Dehumidification Systems
The most effective solution is an integrated Heating, Ventilation, and Air Conditioning (HVAC) system designed specifically for industrial humidity control.
Based on experience from J.v.G. Technology GmbH turnkey projects in tropical climates, a multi-zone approach is highly effective. This involves creating different climate zones within the facility:
- Zone 1: Raw Material Storage: The highest level of control (e.g., <40% RH).
- Zone 2: Layup & Lamination Area: A high level of control (e.g., <60% RH).
- Zone 3: General Production & Assembly: A moderate level of control for worker comfort and general process stability.
Such a system also incorporates positive air pressure, which makes air flow outwards when doors are opened, preventing humid, unfiltered outside air from flowing in.
The Business Impact of Getting It Right
Implementing a robust climate control system is not a cost center; it is a direct investment in production quality and profitability. The benefits are clear and measurable:
- Increased Production Yield: Drastically reduces the number of modules rejected due to delamination and bubbles.
- Improved Product Reliability: Ensures long-term module performance and reduces the risk of future warranty claims.
- Process Consistency: Decouples production quality from external weather conditions, allowing for stable, year-round operations.
Overlooking humidity control during the factory design phase can lead to expensive and disruptive retrofitting later. Incorporating it from the start as part of a turnkey production line is the most efficient and cost-effective approach.
Frequently Asked Questions (FAQ)
Can we just use standard air conditioning?
While standard AC does provide some dehumidification as a byproduct of cooling, it typically cannot achieve the low, stable relative humidity levels (<60% RH) required for sensitive materials like EVA. Industrial dehumidifiers are engineered for this specific purpose.
What is the ideal humidity for storing EVA film?
For unopened rolls in their original moisture-barrier packaging, the manufacturer typically recommends storage below 60% RH. Once a package is opened, the film is exposed. In this case, storage in a much drier environment (<30% RH) is critical to prolong its usable life.
How much does a proper climate control system add to the initial investment?
While costs vary by factory size and local climate, a comprehensive HVAC and dehumidification system may represent a small percentage of the total capital expenditure. However, the return on this investment is realized quickly through reduced material waste and higher yields. The savings often prevent losses that would far exceed the system’s initial cost.
Does this problem only apply to tropical climates?
The principles of moisture control apply to solar manufacturing in all climates. The intensity of the challenge and the robustness of the required solution, however, are directly related to the local environment. A factory in a dry, desert climate may face different challenges, such as dust control, while one in a temperate but humid region will still require careful management, even if the system doesn’t need to be as powerful as one designed for Panama.
Conclusion: Turning a Liability into an Asset
The challenges of solar manufacturing in a humid climate like Panama’s demonstrate a universal principle: a factory is more than just a collection of machines under a roof. It is a controlled environment where every variable, including the air itself, must be managed to ensure product quality and reliability.
For the business professional or entrepreneur entering the solar industry, understanding these environmental factors is crucial. By addressing challenges like humidity at the planning stage, entrepreneurs can transform a potential liability into a competitive advantage, building a robust operation capable of producing world-class solar modules, regardless of the weather outside.