Imagine a new solar farm on a Pacific island, its panels glistening under the tropical sun. It’s a major investment and a crucial step toward energy independence. Yet, within a few years, power output drops unexpectedly. A closer inspection reveals corroded frames, hazy cells, and delaminating backsheets. The project, once a symbol of progress, is now a case study in premature failure.
This scenario is not hypothetical; it is the costly reality for solar projects in marine or high-humidity environments that rely on standard photovoltaic (PV) modules. The combination of salt, moisture, and intense ultraviolet (UV) radiation creates an exceptionally aggressive environment that standard components are simply not designed to withstand.
For an entrepreneur planning to enter the solar manufacturing industry, this challenge presents a distinct market opportunity. By understanding the specific failure mechanisms and engineering modules for resilience, a new manufacturer can build a reputation for quality and command a premium in these demanding markets. This article explains the technical considerations for producing durable, long-lasting solar modules for coastal and tropical regions.
The Unique Environmental Challenges of Coastal Regions
A solar module is a highly engineered product designed for a 25- to 30-year lifespan. However, its longevity depends entirely on its ability to protect the sensitive solar cells from the surrounding environment. In locations like the Pacific Islands, Southeast Asia, or coastal Africa, modules face a trio of potent adversaries.
1. Salt Mist Corrosion
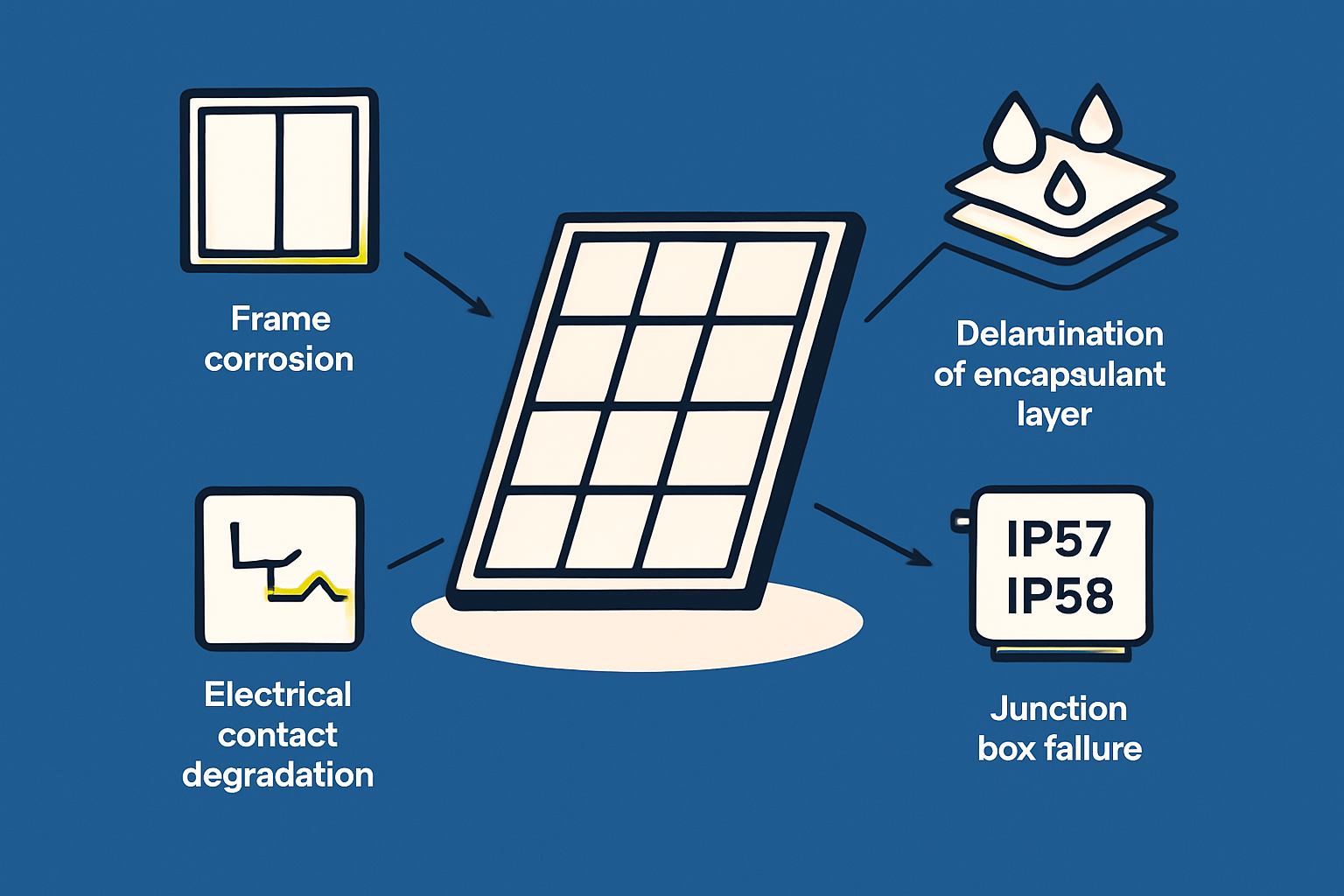
Airborne salt from ocean spray settles on every surface. When combined with moisture, it creates a highly corrosive saline solution that attacks the module’s metal components, primarily the aluminum frame and electrical contacts. Over time, this leads to structural weakness and electrical failures. Standard module frames, often made from mill-finish or thinly anodized aluminum, offer minimal resistance.
2. High Ambient Humidity
Persistent high humidity is perhaps the most insidious threat. Microscopic moisture vapor constantly works to penetrate the module’s protective layers. Standard encapsulants, like Ethylene Vinyl Acetate (EVA), can slowly absorb this moisture. This absorption, a process known as hydrolysis, can lead to the formation of acetic acid, which further corrodes cell circuitry. Furthermore, moisture ingress is a primary driver of Potential-Induced Degradation (PID), a phenomenon that can cause severe power loss in a PV system.
3. Intense Ultraviolet (UV) Radiation
Tropical regions experience high levels of UV radiation. Over thousands of hours of exposure, UV rays break down the polymers used in the module’s backsheet and encapsulant. This degradation causes the backsheet to become brittle and crack, creating pathways for moisture to enter. It also leads to discoloration, or “yellowing,” of the encapsulant, which reduces the amount of light reaching the solar cells and lowers power output.
Designing for Durability: Key Material and Component Choices
Manufacturing a module that can withstand these conditions requires a fundamental shift in material selection, moving away from standard components in favor of specialized, high-performance alternatives. These choices directly impact the bill of materials (BOM) and the final product’s reliability.
The Critical Role of Encapsulants: EVA vs. POE
The encapsulant is the transparent material that surrounds the solar cells, bonding them to the glass and the backsheet. For decades, the industry standard has been EVA. While cost-effective, its vulnerability to moisture makes it unsuitable for marine environments.
The superior alternative is Polyolefin Elastomer (POE). POE has a significantly lower water vapor transmission rate (WVTR) than EVA, making it far more resistant to moisture ingress. This inherent property provides two key benefits:
Ready to make big Profits?
The solar Industry is Booming
WE HELP NEWCOMERS to the solar industry start their own solar module production line. Customers can make BIG PROFITS by selling modules and finding investors, without wasting money and time on things they don't need!
- It prevents the formation of corrosive acids within the module laminate.
- It offers excellent resistance against PID, protecting the module’s power output over its lifetime.
While POE may increase the material cost per module, this investment is critical for ensuring long-term performance and avoiding costly warranty claims.
Corrosion-Resistant Framing and Sealing
The module frame provides structural integrity. In a saline environment, a standard aluminum frame will quickly show signs of pitting and galvanic corrosion. To prevent this, manufacturers should specify:
- Thicker Anodization: Anodizing creates a protective oxide layer on the aluminum. A thicker layer (e.g., 20-25 microns) offers substantially more protection than the standard 10-15 microns.
- Specialized Coatings: Powder coating or other protective finishes can provide an additional barrier against salt spray.
- Robust Sealing: The junction box, which houses the module’s electrical connections, must be sealed with high-grade, UV-stable silicone or potting compounds to prevent moisture from reaching the electrical contacts.
Backsheet and Glass Selection
The backsheet is the module’s rearmost protective layer. Standard three-layer polymer backsheets (e.g., TPT, KPK) can degrade under high UV and humidity, losing their protective properties. For marine applications, superior options include:
- Fluoropolymer-Based Backsheets: Materials like polyvinylidene fluoride (PVDF) offer excellent resistance to UV degradation and moisture ingress.
- Glass-Glass Modules: A premium solution involves replacing the polymer backsheet with a second pane of glass. This “bifacial” or glass-glass design creates a near-hermetic seal, offering the ultimate protection against humidity and mechanical stress.
Manufacturing and Quality Control for Marine-Grade Modules
Specifying the right materials is only half the battle. The assembly process itself is critical. A turnkey solar production line must be configured and calibrated to handle these specialized materials, as their processing parameters often differ from standard components.
For instance, the lamination process for POE requires different temperature and time profiles than EVA to ensure a durable, void-free bond. Any error in this stage could trap air or moisture, creating a weak point for future failure.
Furthermore, rigorous testing is non-negotiable. The key international standard is IEC 61701: Salt mist corrosion testing of photovoltaic (PV) modules. This test exposes modules to a concentrated salt spray in a controlled chamber to simulate years of coastal exposure. The standard has several severity levels, from 1 (light marine) to 8 (extremely severe).
For a manufacturer targeting the Pacific Islands, achieving a high severity level (e.g., level 6 or higher) is a powerful quality differentiator. It provides independent proof to investors and project developers that the modules are engineered to last. This level of quality control requires specific solar module manufacturing equipment, including certified testing chambers.
Experience from J.v.G. turnkey projects shows that modules without these design considerations and verified certifications can lose significant power in as little as 5-7 years—a fraction of their expected 25-year lifespan.
Frequently Asked Questions (FAQ)
Are marine-grade modules significantly more expensive to produce?
Yes, the upfront cost is higher. Specialized materials like POE encapsulants, thicker anodized frames, and high-performance backsheets increase the module’s bill of materials (BOM). However, this cost is offset by substantially improved reliability and lower degradation rates. The result is a drastic reduction in potential warranty claims, a much better long-term return on investment for the end-user, and a stronger brand reputation for the manufacturer.
Can a standard production line be adapted to make these modules?
Yes, but it requires careful planning. Adapting a factory involves more than just sourcing new materials. The lamination and framing stations of the solar module manufacturing equipment must be recalibrated for the different processing requirements. Integrating these needs from the beginning, such as in the planning for a turnkey solar production line, is a far more efficient approach.
What is the biggest mistake new manufacturers make when targeting these markets?
The most common mistake is underestimating the severity of the environment and attempting to compete on price alone. This approach inevitably leads to compromises on critical components, such as using standard EVA or inadequately protected frames. The resulting field failures can irreparably damage a new company’s reputation. Success in this niche market is built on quality and reliability, not on being the lowest-cost provider.
Conclusion
Manufacturing solar modules for the Pacific Islands and other marine environments is a specialized field that demands a deep understanding of material science and environmental degradation. It is not a market for standard, mass-produced products.
For the discerning entrepreneur, this presents a clear opportunity to establish a premium brand known for durability and long-term performance. By investing in the right materials—like POE encapsulants and corrosion-resistant frames—and implementing stringent quality control protocols verified by standards like IEC 61701, a manufacturer can meet a critical need in a growing market. This approach transforms a technical challenge into a sustainable business advantage.