An investor might spend millions on a solar power plant, sourcing modules that meet international standards, only to watch its power output decline dramatically within five to seven years—far exceeding the warranted degradation rate.
The cause is often not a manufacturing defect but a fundamental mismatch between the product’s design and the region’s demanding equatorial climate.
Standard solar modules, typically designed for temperate European or dry desert climates, are ill-suited for the environmental stresses of the Congo Basin. The relentless combination of high humidity, high ambient temperatures, and intense solar irradiation creates a uniquely challenging environment that accelerates module degradation.
This guide outlines the technical adaptations required to ensure a solar module’s longevity and performance in these conditions, transforming a potential liability into a durable, profitable asset.
The Equatorial Climate Challenge: Why Standard Modules Underperform
The Congo Basin’s climate is defined by three primary factors that are particularly harsh on photovoltaic (PV) materials:
-
High Ambient Humidity: Relative humidity frequently exceeds 80%, creating a constant presence of water vapor that can penetrate any available entry point in a solar module.
-
High Ambient Temperatures: With average temperatures consistently above 25°C, the rate of chemical reactions—including those that degrade module materials—is significantly accelerated.
-
Intense UV Irradiation: Proximity to the equator results in high levels of ultraviolet radiation, which breaks down the polymer-based components used in standard modules over time.
This combination of heat and humidity fosters several key failure mechanisms—including accelerated corrosion, material delamination, and severe Potential-Induced Degradation (PID)—all leading to irreversible power loss.
Critical Failure Points: How Moisture and Heat Degrade Solar Panels
Engineering a resilient module starts with a precise understanding of how standard panels fail in a tropical environment. This degradation is not a sudden event but a gradual process rooted in material science.
Ready to make big Profits?
The solar Industry is Booming
WE HELP NEWCOMERS to the solar industry start their own solar module production line. Customers can make BIG PROFITS by selling modules and finding investors, without wasting money and time on things they don't need!
Moisture Ingress: The Primary Threat to Longevity
The most persistent threat in a humid climate is moisture ingress—the process of water vapor slowly working its way inside the module laminate. It enters primarily through two pathways: the edge sealant and the backsheet. Once inside, this moisture corrodes delicate metallic components like cell interconnect ribbons and solder bonds, increasing the module’s series resistance and reducing its power output.
This internal moisture also acts as a critical catalyst for other degradation modes, creating a conductive path on the cell surface that dramatically accelerates Potential-Induced Degradation.
Material Degradation Under Thermal and UV Stress
The polymers that hold a module together—primarily the encapsulant (typically EVA – Ethylene Vinyl Acetate) and the backsheet—are vulnerable to the combined effects of heat and UV radiation.
-
Encapsulant Browning: Over time, standard EVA can turn yellow or brown. This discoloration reduces the amount of light reaching the solar cells, thereby lowering energy production.
-
Backsheet Failure: As the module’s primary rear defense against the elements, the backsheet is critical. In a hot, humid climate, inferior polymer backsheets can delaminate, crack, or lose their adhesion. This exposes internal components to the environment, leading to rapid and catastrophic failure.
The Impact of Potential-Induced Degradation (PID)
PID is a phenomenon that causes significant power loss when a large voltage potential exists between the solar cells and the module frame, which is typically grounded. This condition creates leakage currents that can reduce a module’s power output by 30% or more. High humidity and high temperatures severely accelerate this effect. Experience from J.v.G. turnkey projects in tropical regions demonstrates that PID is a leading cause of underperformance in solar plants using modules not specifically designed for the local climate.
Engineering for Resilience: Key Adaptations for Tropical Modules
Fortunately, careful material selection and design adjustments during the manufacturing process can mitigate these failure modes. A module built for the Congo Basin isn’t necessarily more complex, but it is fundamentally more robust.
Superior Encapsulation and Backsheet Technology
The first line of defense is to select materials with a very low Water Vapor Transmission Rate (WVTR). This metric quantifies how quickly water vapor can pass through a material.
-
Backsheets: Instead of standard PET-based backsheets, high-performance materials like PVDF or specialized multi-layer composites offer substantially lower WVTR, providing a much more effective moisture barrier.
-
Encapsulants: Using an encapsulant with high resistance to PID is non-negotiable. Modern EVA formulations or alternative polymers like Polyolefin Elastomer (POE) provide superior stability and performance in high-heat, high-humidity conditions.
The Glass-Glass Module Advantage
The most effective solution for eliminating moisture ingress from the rear is to replace the polymer backsheet with a second layer of heat-strengthened glass. A glass-glass module creates a nearly perfect hermetic seal, providing ultimate protection against humidity. While the initial material cost is higher, the extended lifespan and reliability often result in a lower Levelized Cost of Energy (LCOE) over the project’s lifetime.
Producing these modules requires careful control over the solar module manufacturing process, especially during lamination, to ensure a durable bond between the two glass panes.
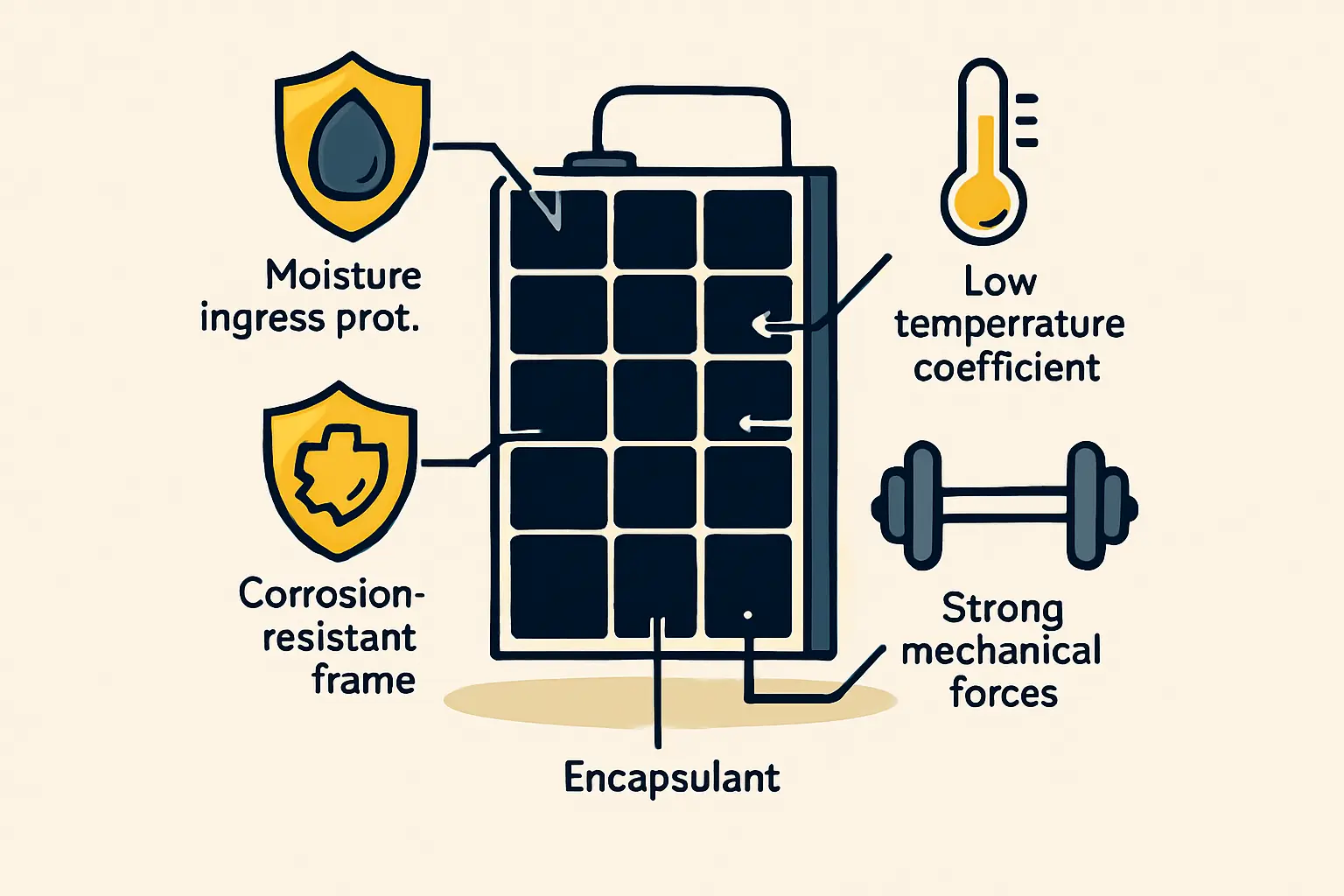
Robust Components and Sealing
Beyond the main laminate, smaller components play a crucial role in a module’s long-term survival.
-
Junction Boxes: The junction box must have an IP67 or IP68 rating, which ensures it is fully protected against dust and water ingress. High-quality potting material within the box is also essential to protect the bypass diodes from corrosion.
-
Edge Sealants: A high-grade butyl rubber sealant around the laminate’s perimeter provides a far more durable and less permeable edge seal than standard silicone. The precision required for this step highlights the importance of well-calibrated solar panel manufacturing machines on the assembly line.
Business Implications: Balancing Cost and Long-Term Performance
Adapting a module’s Bill of Materials (BOM) for a tropical climate can increase its upfront cost by 5-10%. An investor focused solely on initial capital expenditure might see this as an unnecessary expense, but that perspective overlooks the far greater cost of premature failure.
A standard module might lose 20% of its output in seven years, whereas a properly specified module would only lose 5-7% in the same period. The additional revenue, combined with avoiding costly module replacements, provides a clear and compelling return on the initial investment. To ensure this quality, a well-designed solar factory layout should incorporate specific assurance stations to validate these climate-specific features, typically through extended damp-heat testing, before full-scale production.
Frequently Asked Questions (FAQ)
What is the main difference between a standard module and one designed for a humid climate?
The primary difference lies in the materials used for the backsheet, encapsulant, and edge sealant. Climate-adapted modules use materials with a very low Water Vapor Transmission Rate (WVTR) and high resistance to UV and heat degradation, such as glass-glass constructions or high-performance polymer backsheets.
How much more does a climate-adapted module typically cost?
The upfront cost for a module with these robust specifications is typically 5-10% higher than a standard module. However, this investment is generally recovered multiple times over through increased energy yield and a significantly longer operational lifespan.
Can these adaptations be made in a local factory?
Absolutely. With the right equipment selection and process know-how, a local manufacturing facility can be set up to produce modules that are perfectly specified for the regional climate. This creates a significant competitive advantage over importers of standard modules.
What is the most important specification to check for high-humidity environments?
While several factors are important, a low Water Vapor Transmission Rate (WVTR) for the backsheet (or the use of a glass-glass design) is arguably the most critical specification. This directly addresses the primary threat of moisture ingress.
Conclusion: Building a Foundation for Sustainable Solar Investment
Success in the solar manufacturing industry isn’t just about producing a standard product; it’s about producing the right product for the intended market. For the Congo Basin and other equatorial regions, that means acknowledging and designing for the severe challenges of a hot, humid climate.
By investing in superior materials and robust design principles, entrepreneurs can manufacture solar modules that not only survive but thrive, delivering reliable, long-term performance. This technical foresight is the foundation for a reputable brand and a profitable, sustainable solar business. Understanding these nuances is a critical first step in planning any successful manufacturing operation.