
Winning a major contract or securing new investment is a critical turning point for any manufacturing enterprise. The immediate goal is clear: increase production volume. However, this phase of rapid scaling—the production ramp-up—presents a paradox.
It is a period of immense opportunity, yet it is also the time when process control is most fragile and the risk of eroding quality and profitability is highest.
For the investor or operations manager overseeing this transition, the challenge is not simply to produce more, but to scale intelligently. This guide provides a structured framework for maintaining process control and protecting yield during this high-stakes period, moving beyond generic advice to offer an actionable plan for controlled, profitable growth.
Why Standard Manufacturing Playbooks Fail During Ramp-Up
Many organizations try to manage a ramp-up using the same processes that govern steady-state production, but this approach is often insufficient. Many available resources offer high-level lists of cost-cutting tips or deep, isolated definitions of methodologies like Statistical Process Control (SPC). As research from sources like NetSuite and InfinityQS indicates, this content often lacks the specific context of scaling or fails to connect technical theory to the immediate business problem.
A production ramp-up is a dynamic and inherently unstable environment. It introduces variables that standard operating procedures are not designed to handle:
-
Increased Process Variability: As new machinery is commissioned, more operators are trained, and cycle times are compressed, process variations multiply. What was once a stable process can quickly become unpredictable.
-
Hidden Bottlenecks: A process that was efficient at 500 units per hour may reveal critical bottlenecks at 1,000. These constraints are often invisible until the system is under stress.
-
Eroding Quality Standards: Under pressure to meet deadlines, informal workarounds can replace formal procedures, leading to a silent decline in quality control and a rise in scrap and rework. The rejection rate, a key performance indicator, can quickly climb.
Managing a ramp-up requires a dedicated strategy that anticipates these challenges. This is not about doing more of the same; it is about implementing a system that provides control amid complexity.
The Ramp-Up Framework: A 3-Pillar Approach to Controlled Scaling
A successful production ramp-up rests on an integrated system of control, protection, and visibility. Isolating these elements is a common mistake; their true power lies in their synergy. This framework is built on three essential pillars that work in tandem to ensure that as volume increases, quality and efficiency remain stable.
Pillar 1: Control Your Process: Implement Statistical Process Control (SPC) to move from reactive defect detection to predictive quality management.
Pillar 2: Protect Your Yield: Establish systematic scrap reduction programs and root cause analysis to eliminate waste at its source.
Pillar 3: Track Your Performance: Leverage a Manufacturing Execution System (MES) to gain the real-time data visibility needed to manage at scale.
These pillars form the foundation of a robust battery manufacturing plant setup, transforming the ramp-up from a period of high risk into a structured process of controlled expansion.
Pillar 1 in Action: Implementing Statistical Process Control for Scaling
Statistical Process Control (SPC) is more than a quality assurance tool; it is a management system for understanding and controlling process variability. During a ramp-up, its primary function is to provide an early warning system. Rather than waiting for finished products to fail inspection, SPC monitors key in-process variables to detect when a process is drifting out of its stable state.
The key is to apply SPC not as a static check, but as a dynamic monitoring tool for the scaling phase.
-
Identify Critical Control Points: It is impossible to monitor every parameter. Focus on the 20% of process steps that cause 80% of quality issues. In battery production, this might be electrode slurry viscosity, electrolyte filling volume, or formation cycling temperature.
-
Establish Control Charts (X-bar & R-Charts): For these critical points, begin collecting data and plotting it on control charts. The X-bar chart tracks the process average, while the R-chart tracks its variation. These charts make process shifts visible long before they result in out-of-spec products.
-
Monitor for Stability, Not Just Specification: The goal during a ramp-up is to keep the process stable and predictable. A process can produce parts within specification limits but still be unstable (e.g., showing a consistent upward trend). SPC helps an operator identify this instability and correct it before defects are produced—a crucial advantage for managing complex LFP and NMC cell chemistry production lines.
Pillar 2 in Action: A Practical Guide to Yield Management & Scrap Reduction
A rising scrap rate is one of the most common and costly symptoms of a ramp-up gone wrong. A reactive approach—simply discarding defective units—destroys margin and masks underlying process failures. A proactive yield management program is essential.
This requires establishing a formal system for Root Cause Analysis (RCA). When a defect occurs, fixing the part is not enough; the team must find and fix the root cause of the problem.
-
Implement a “Scrap Blitz” Program: Dedicate a cross-functional team (engineering, operations, quality) to analyze the top sources of scrap.
-
Use Structured RCA Methodologies: Employ established frameworks like the 5 Whys (asking “why” repeatedly to drill down to the core issue) or Fishbone (Ishikawa) Diagrams to systematically investigate potential causes related to man, machine, material, method, measurement, and environment.
-
Analyze the “Six Big Losses”: This lean manufacturing framework provides a useful lens for categorizing production issues that lead to yield loss, including breakdowns, setup and adjustment delays, idling, reduced speed, process defects, and reduced yield on startup. This offers a structured approach to identifying where the highest-impact improvements can be made.
By systematically identifying and eliminating the root causes of defects, an organization protects its profitability and builds a more robust, scalable production system.
Pillar 3 in Action: Choosing and Implementing an MES for Growth
Managing a ramp-up with spreadsheets and manual data collection is untenable. The volume and velocity of information can overwhelm manual systems, leaving managers to make critical decisions based on outdated or incomplete data. A Manufacturing Execution System (MES) closes this gap by providing real-time visibility across the factory floor.
For a scaling operation, an MES is less an enterprise-level luxury than an essential navigation tool. When evaluating an MES for a ramp-up, focus on features that provide immediate operational control:
-
Real-Time OEE Tracking: Overall Equipment Effectiveness (OEE) is a critical metric combining availability, performance, and quality. An MES should automatically calculate and display OEE in real time, allowing managers to see the immediate impact of process changes.
-
Traceability and Genealogy: In complex industries like battery manufacturing, the ability to trace every component and process step for each unique cell or module is critical for quality control and root cause analysis.
-
WIP (Work-in-Progress) Monitoring: An MES provides a clear view of where materials are, preventing bottlenecks and optimizing production flow across the entire supply chain structure.
Your First 90 Days: A Ramp-Up Action Plan
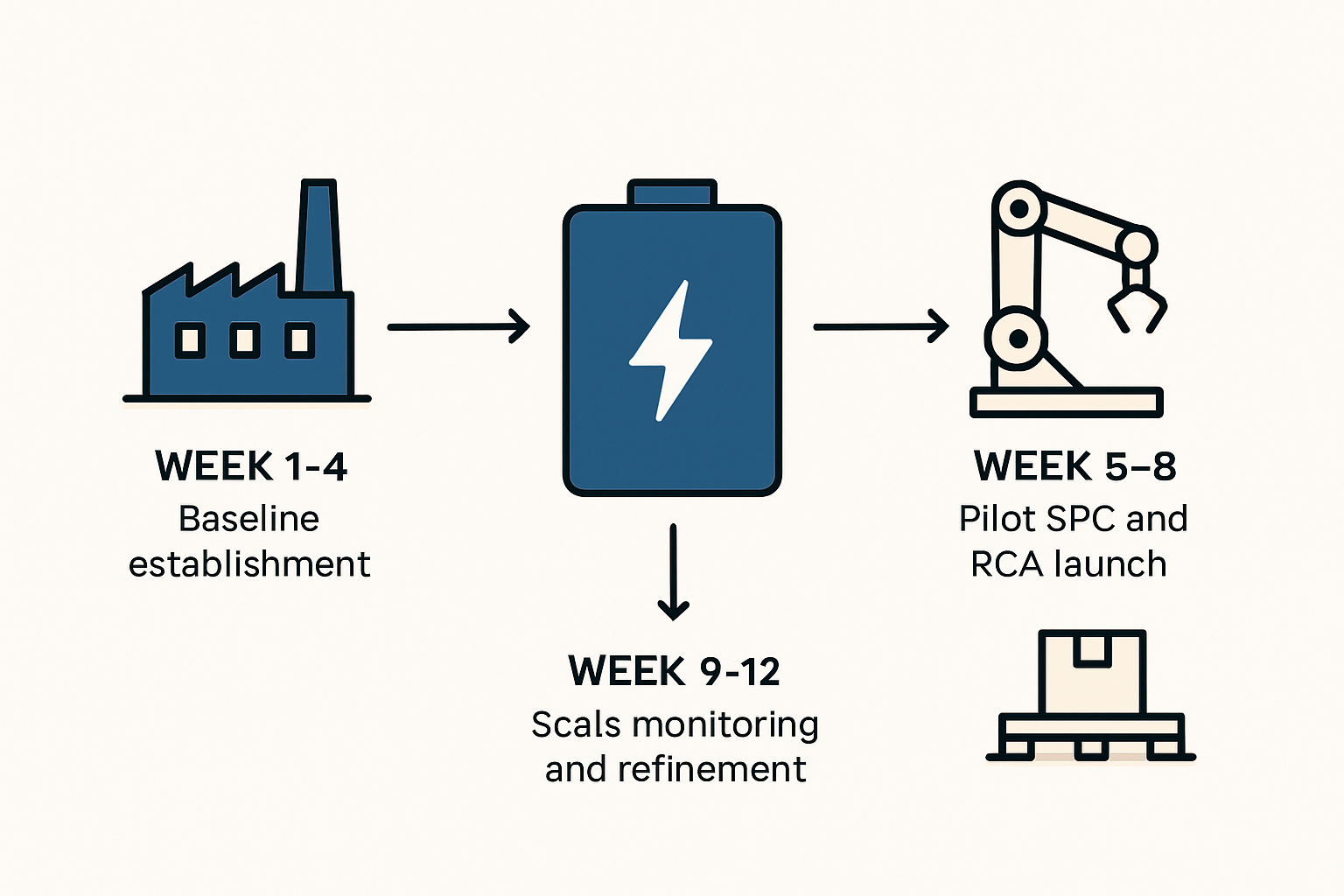
A structured approach to implementing this framework is key to its success. A phased 90-day plan ensures that control systems are established methodically, creating a foundation for sustainable growth.
Weeks 1-4: Establish Baselines & Identify Key Processes.
- Map the end-to-end production process.
- Identify the 3-5 most critical control points for initial SPC monitoring.
- Collect baseline data on current OEE, scrap rates, and downtime.
Weeks 5-8: Deploy Pilot Programs.
- Implement SPC charts on a single pilot production line.
- Train a cross-functional team in RCA methodologies and launch the first “Scrap Blitz.”
- Begin vetting MES solutions based on OEE and traceability requirements.
Weeks 9-12: Scale Monitoring & Refine Processes.
- Expand SPC monitoring to other critical processes based on pilot line results.
- Implement corrective actions identified by the RCA team.
- Finalize MES selection and begin implementation planning, using the data collected to build a strong business case based on projected CAPEX requirements and ROI.
This structured plan ensures the ramp-up is a managed process, not a chaotic reaction to market demand.
Frequently Asked Questions (FAQ)
Q1: Isn’t it too disruptive to implement new systems like SPC and MES during a ramp-up?
It’s a common concern that implementing new systems will slow production when speed is the priority. However, the risk of not implementing them is far greater. An uncontrolled ramp-up leads to massive waste, rework, and potential product failures—all of which are far more disruptive and costly. The key is a phased implementation, starting with pilot lines, to minimize disruption while building a foundation for control.
Q2: What is a realistic target for scrap reduction in the first 90 days?
This depends heavily on the baseline scrap rate and process complexity. However, by focusing a dedicated RCA team on the top one or two sources of scrap, a 20-30% reduction in those specific areas is an achievable initial target. The goal is to prove the methodology and build momentum for continuous improvement.
Q3: How do we get operator buy-in for these new processes?
Operator engagement is critical. The framing is important: these tools are not for “checking up” on operators but for helping them control their process and make their jobs easier. Involve operators in identifying critical control points and participating in RCA teams. When they see their insights lead to real improvements that reduce frustration and rework, buy-in will follow.
Q4: Can this framework be applied to both LFP and NMC battery production lines?
Absolutely. While the specific critical control points and failure modes may differ between LFP and NMC chemistries, the underlying principles of the 3-Pillar Framework—controlling variability, eliminating waste, and ensuring data visibility—are universal to any complex industrial manufacturing process. The framework provides the structure, which is then adapted to the specific technical requirements of the product.
From Scaling Chaos to Controlled Growth
A production ramp-up is a defining moment for any manufacturing business. Success is not measured by simply increasing output, but by doing so while maintaining quality, protecting yield, and building a more robust operational foundation.
By rejecting generic advice and adopting a structured, integrated framework of process control, yield management, and data visibility, leaders can guide their organizations through this critical phase with confidence.
Successful scaling is not about working harder; it is about working smarter with the right control systems in place. This approach transforms the ramp-up from a source of risk into a powerful engine for sustainable, profitable growth.